<blockquote id="j6mfg"></blockquote>
<cite id="j6mfg"><track id="j6mfg"></track></cite>
<blockquote id="j6mfg"><rt id="j6mfg"></rt></blockquote>
<em id="j6mfg"></em>
<blockquote id="j6mfg"></blockquote>
<sub id="j6mfg"><i id="j6mfg"></i></sub>
亚洲国产精品一二三四五,亚洲AV国产福利精品在现观看,日韩av中文字幕有码,国产精品污一区二区三区,一区二区三区鲁丝不卡,亚洲天堂av在线免费看,国产成人一区二区三区免费,最近中文字幕日韩有码
<sup id="injo3"></sup>
<blockquote id="injo3"><p id="injo3"></p></blockquote>
<cite id="injo3"></cite>
<legend id="injo3"><track id="injo3"></track></legend>
<cite id="injo3"></cite>
您好!歡迎來到河南亞貝智能裝備有限公司官網(wǎng)!
企業(yè)視頻
|
抖音視頻
|
客戶留言
FPC|PCB分板機(jī)、脈沖加熱焊錫機(jī)
中文
ENGLISH
亞貝首頁
走進(jìn)亞貝
分板機(jī)
熱壓機(jī)
產(chǎn)品中心
榮譽(yù)證書
合作伙伴
新聞中心
人才資源
聯(lián)系我們
新聞中心
公司新聞
行業(yè)資訊
分板機(jī)資訊
常見問題
推薦產(chǎn)品
中山燈條分板機(jī) YLVC-1S
中山led燈條分板機(jī) YLVC-1
亞蘭焊接機(jī),光器件焊接機(jī),光..
聯(lián)系我們
河南亞貝智能裝備有限公司
地址:河南省南陽市鄧州市湍河街道湍南
電話:0769-8176 8376
售后:13528582360
聯(lián) 系 人:135 2858 2360 史先生
聯(lián) 系 人:180 2829 6890 程小姐
FPC沖床模具分板機(jī),沖壓分板機(jī),FPC分板機(jī),鍘刀式分板機(jī),pcba分板機(jī),FFC/FPC錫焊接PCB,光通訊FPC排線焊錫機(jī),光器件排線熱壓機(jī)等生產(chǎn)銷售
當(dāng)前位置:
首頁
?
新聞中心
?
公司新聞
? 墨盒芯片陶瓷片焊接排線
墨盒芯片陶瓷片焊接排線
發(fā)布日期:2025-8-9 10:15:46 閱讀次數(shù):657
一、焊接核心需求與難點
材料特性
陶瓷片:硬度高但脆性大,熱膨脹系數(shù)較低,高溫下易因應(yīng)力開裂,需嚴(yán)格控制加熱溫度和時間。
排線:通常為
FPC(柔性印刷電路板)
或
FFC(柔性扁平電纜)
,導(dǎo)體為銅箔(厚度可能僅 10-30μm),表面可能覆蓋錫層或金層,焊接時需避免銅箔氧化、脫落或排線褶皺。
焊接點:墨盒芯片陶瓷片表面可能有鍍金或鍍錫的電極焊點(尺寸可能小至 0.5-1mm),需與排線的對應(yīng)焊點精準(zhǔn)對位并形成可靠導(dǎo)電連接。
核心要求
溫度精準(zhǔn):焊接溫度需匹配排線焊錫熔點(通常 183-230℃,具體取決于錫膏 / 焊錫類型),避免陶瓷片過熱損壞。
壓力均勻:壓頭需對排線施加穩(wěn)定且均勻的壓力,確保焊點緊密接觸,同時避免壓力過大導(dǎo)致陶瓷片碎裂或排線壓斷。
對位精準(zhǔn):排線與陶瓷片焊點的對位偏差需控制在 0.1mm 以內(nèi),否則可能導(dǎo)致虛焊或短路。
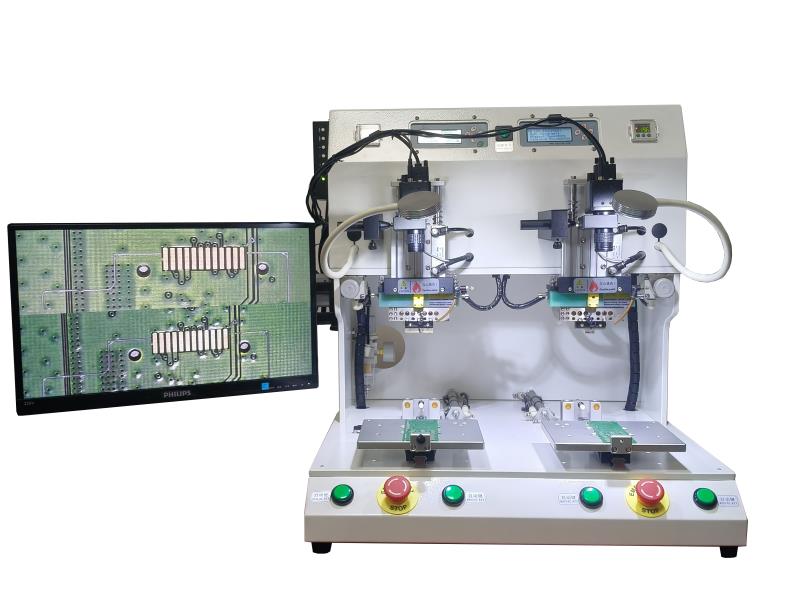
二、推薦焊接設(shè)備:脈沖熱壓機(jī)
脈沖熱壓機(jī)憑借
精準(zhǔn)控溫、壓力可調(diào)、局部加熱
的優(yōu)勢,成為該場景的理想選擇,推薦使用亞蘭裝備的
YLPP 系列(如 YLPP-2B)
或類似精密機(jī)型,核心原因如下:
溫度曲線可控
:可設(shè)置預(yù)熱 - 恒溫 - 冷卻的三段式溫度曲線,預(yù)熱階段去除排線表面氧化層,恒溫階段實現(xiàn)焊錫熔融,冷卻階段快速固化,減少陶瓷片熱應(yīng)力。
壓力數(shù)字化調(diào)節(jié)
:通過數(shù)字壓力計預(yù)設(shè)壓力(通常 0.1-1kgf 范圍內(nèi)可調(diào)),配合鈦合金或鉬合金壓頭(導(dǎo)熱均勻、輕量化),避免局部壓力集中。
真空對位輔助
:部分機(jī)型的真空吸附功能可固定陶瓷片和排線,減少手動對位誤差,尤其適合小尺寸焊點的精準(zhǔn)對齊。
三、焊接工藝流程
1. 前期準(zhǔn)備
材料預(yù)處理
陶瓷片:用無水乙醇清潔表面焊點,去除油污或雜質(zhì),檢查是否有裂紋或電極脫落。
排線:裁剪至合適長度,清潔焊點表面(可用橡皮擦輕擦去除氧化層),若排線無預(yù)涂焊錫,需在焊點處涂抹少量
低熔點錫膏(如 Sn63/Pb37,熔點 183℃)
或使用助焊劑(減少氧化)。
工具:準(zhǔn)備顯微鏡或 CCD 對位系統(tǒng)(輔助精準(zhǔn)對位)、鑷子(夾持排線)、無塵布和無水乙醇(清潔工具)。
2. 設(shè)備參數(shù)設(shè)置
溫度參數(shù)
:
預(yù)熱溫度:80-120℃(軟化助焊劑,去除潮氣),持續(xù) 5-10 秒。
焊接溫度:根據(jù)焊錫熔點設(shè)置,通常比熔點高 10-30℃(如錫膏熔點 183℃,焊接溫度設(shè)為 190-210℃),持續(xù) 3-5 秒(避免長時間高溫)。
冷卻溫度:自然冷卻或通入冷風(fēng)至 60℃以下再卸壓,減少焊點應(yīng)力。
壓力參數(shù)
:根據(jù)排線厚度和陶瓷片強(qiáng)度,設(shè)置壓力為 0.2-0.5kgf(通過設(shè)備壓力計精確調(diào)節(jié)),壓頭接觸面積需覆蓋排線焊點區(qū)域,避免單點受力過大。
壓頭選擇
:采用
鈦合金小尺寸壓頭
(如寬度 3-5mm,長度匹配排線焊點分布),確保傳熱均勻且重量輕,減少對陶瓷片的沖擊。
3. 對位與固定
將陶瓷片放置在熱壓機(jī)工作臺上,開啟真空吸附功能固定(若設(shè)備支持)。
通過顯微鏡觀察,用鑷子將排線的焊點與陶瓷片電極精準(zhǔn)對齊,確保無偏移(偏差需<0.1mm),可在排線非焊點區(qū)域用高溫膠帶輔助固定(避免膠帶接觸焊點)。
4. 焊接操作
啟動熱壓機(jī),壓頭按預(yù)設(shè)溫度曲線下降并接觸排線,施加設(shè)定壓力。
全程通過設(shè)備顯示屏監(jiān)控溫度和壓力曲線,確保無異常波動(如溫度驟升、壓力不穩(wěn))。
焊接完成后,壓頭自動抬起,待焊點冷卻至室溫后,關(guān)閉真空,取下工件。
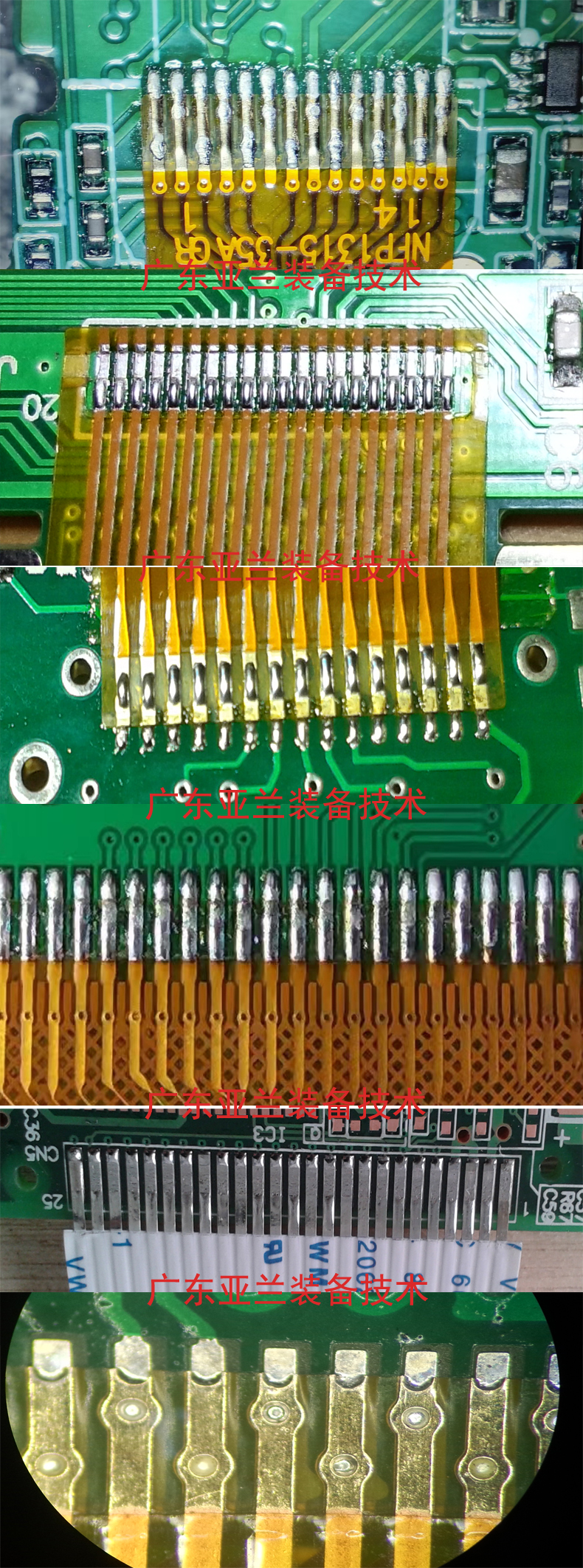
5. 質(zhì)量檢測
外觀檢查:用顯微鏡觀察焊點是否飽滿、無虛焊(焊點呈亮銀色,無氣泡、針孔),排線無褶皺、陶瓷片無裂紋。
導(dǎo)電性測試:用萬用表檢測排線與陶瓷片焊點之間的導(dǎo)通性,電阻需<0.5Ω(確保低接觸電阻)。
可靠性測試:可進(jìn)行簡單的拉力測試(用鑷子輕拉排線,焊點無脫落)或冷熱沖擊測試(模擬墨盒使用環(huán)境)。
墨盒芯片
陶瓷片焊接排線
上一篇:
高速線束脈沖熱壓焊接機(jī),墨盒芯片陶瓷片焊接排線
下一篇:
墨盒芯片再生焊接機(jī)操作常見故障及處理方法
熱門文章推薦
[2026-02-27]
脈沖熱壓機(jī) 哈巴機(jī) 亞蘭高速線排線焊接..
[2026-02-09]
哈巴焊機(jī) 墨盒芯片熱壓機(jī) 光器件焊接機(jī)..
[2026-02-01]
哈巴焊機(jī)墨盒芯片再生熱壓機(jī)顯墨焊接機(jī)..
[2025-11-16]
高速線束脈沖熱壓焊接機(jī)
[2025-11-08]
PCB分板機(jī)-鍘刀式分板機(jī)-走刀式分板機(jī)..
[2025-11-01]
PCB沖壓分板機(jī),F(xiàn)PC沖壓分板機(jī),F(xiàn)PC沖床..
[2025-09-13]
fpc/ffc高速線束焊錫機(jī),光器件/墨盒芯..
[2025-09-06]
墨盒芯片陶瓷片焊接排線,哈巴焊機(jī),脈沖..
[2025-08-31]
高速線束脈沖熱壓焊接機(jī),墨盒芯片陶瓷..
[2025-07-26]
光通訊器件脈沖焊錫機(jī) 亞蘭裝備技術(shù)
亞貝首頁
|
走進(jìn)亞貝
|
分板機(jī)
|
熱壓機(jī)
|
產(chǎn)品中心
|
榮譽(yù)證書
|
合作伙伴
|
新聞中心
|
人才資源
|
聯(lián)系我們
河南亞貝智能裝備有限公司版權(quán)所有 @ Copyright 2004
粵ICP備11043866號
粵公網(wǎng)安備 44190002006402號
、
服務(wù)熱線:0769-81768376 地址:廣東省東莞市長安鎮(zhèn)振安西路7號鑫永盛科技園A棟3樓 [
網(wǎng)站地圖
]
*
FPC沖床分板機(jī)
、
沖壓分板機(jī)
、
FPC分板機(jī)
、
鍘刀式分板機(jī)
、
pcb裂片機(jī)
、
墨盒芯片再生焊接機(jī)
、
哈巴焊機(jī)
、
光器件模塊熱壓機(jī)
、
光通訊器件熱壓機(jī)
*
主站蜘蛛池模板:
99久久99这里只有免费费精品
|
国产成人精品2021欧美日韩
|
67194熟妇人妻欧美日韩
|
亚洲精品麻豆一二三区
|
无码一区二区三区AV免费
|
全部av―极品视觉盛宴
|
国产精品国产三级国快看
|
久久中文字幕日韩无码视频
|
1769国产在线观看免费视频
|
久久夜色精品国产噜噜亚洲sv
|
少妇爽到呻吟的视频
|
夜夜夜高潮夜夜爽夜夜爰爰
|
亚洲成av一区二区三区
|
99中文字幕精品国产
|
亚洲精品色无码AV试看
|
欧美videosdesexo肥婆
|
中文字幕人妻无码一夲道
|
伊人色婷婷
|
日韩一区二区三区精彩视频
|
亚洲精品成人区在线观看
|
毛片内射久久久一区
|
久久精品人人槡人妻人人玩AV
|
亚洲成人av免费一区
|
国产成人啪精品午夜网站
|
国产精品福利自产拍在线观看
|
377P欧洲日本亚洲大胆
|
在线高清免费不卡全码
|
国产无遮挡18禁无码网站免费
|
99在线精品国自产拍中文字幕
|
东京热加勒比无码少妇
|
亚洲国产中文在线有精品
|
久久久久免费看成人影片
|
国产黄色看三级三级三级
|
好吊妞
|
欧美一区二区三区在线可观看
|
国产午夜福利小视频合集
|
97精品国产久热在线观看
|
中文字幕在线精品人妻
|
国产69精品久久久久久人妻精品
|
四虎国产精品永久在线
|
亚洲一区在线中文字幕
|


,脈沖焊接機(jī),脈沖熱壓機(jī),脈沖式熱壓機(jī),墨盒芯片再生焊接機(jī),墨盒芯片熱壓機(jī),墨盒噴頭焊接機(jī),墨盒噴嘴熱壓機(jī),光器件焊接機(jī),光模塊焊接機(jī),光通訊模塊焊接機(jī),光通訊模塊熱壓機(jī),遙控射頻天線焊錫機(jī),電池保護(hù)板焊接設(shè)")
 一、焊接核心需求與難點
一、焊接核心需求與難點